Металлургические госты - ГОСТ 10884-94 Сталь арматурная. Термомеханически упрочненная для железобетонных конструкция. ТУ
ГОСТ 10884-94
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАЛЬ АРМАТУРНАЯ
ТЕРМОМЕХАНИЧЕСКИ УПРОЧНЕННАЯ ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Технические условия
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН ТК 120 «Чугун, сталь, прокат»
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 6-94 от 17.10.94)
За принятие стандарта проголосовали:
| Наименование государства | Наименование национального органа стандартизации |
| Азгосстандарт | |
| Республика Армения | Армгосстандарт |
| Республика Беларусь | Белстандарт |
| Республика Грузия | Грузстандарт |
| Госстандарт Республики Казахстан | |
| Кыргызская Республика | Кыргызстандарт |
| Республика Молдова | Молдовастандарт |
| Российская Федерация | Госстандарт России |
| Республика Узбекистан | Узгосстандарт |
| Украина | Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 13.04.95 № 214 Межгосударственный стандарт ГОСТ 10884-94 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1996 г.
4 ВЗАМЕН ГОСТ 10884-81
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАЛЬ АРМАТУРНАЯ ТЕРМОМЕХАНИЧЕСКИ УПРОЧЕННАЯ ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Технические условия
Thermomechanically hardened steel bars for reinforced
concrete constructions. Specifications
Дата введения 1996-01-01
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на термомеханически упрочненную арматурную сталь гладкую и периодического профиля диаметрами 6-40 мм, предназначенную для армирования железобетонных конструкций.
Стандарт содержит сертификационные требования к термомеханически упрочненной арматурной стали для железобетонных конструкций.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 380-88 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 2999-75 Металлы и сплавы. Метод измерения твердости по Виккерсу
ГОСТ 5781-82 Сталь горячекатаная для армирования железобетонных конструкций. Технические условия
ГОСТ 7564-73 Сталь. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 7565-81 Чугун, сталь и сплавы. Метод отбора проб для химического состава
ГОСТ 7566-81 Прокат и изделия дальнейшего передела. Правила приемки, маркировки, упаковки, транспортирования к хранения
ГОСТ 10243-75 Сталь. Метод испытаний и оценки макроструктуры
ГОСТ 12004-81 Сталь арматурная. Методы испытания на растяжение
ГОСТ 12344-88 Стали легированные и высоколегированные. Методы определения углерода
ГОСТ 12345-88 Стали легированные и высоколегированные. Методы определения серы
ГОСТ 12346-78 Стали легированные и высоколегированные. Методы определения кремния
ГОСТ 12347-77 Стали легированные и высоколегированные. Методы определения фосфора
ГОСТ 12348-78 Стали легированные и высоколегированные. Методы определения марганца
ГОСТ 12350-78. Стали легированные и высоколегированные. Методы определения хрома
ГОСТ 12352-81 Стали легированные и высоколегированные. Методы определения никеля
ГОСТ 12355-78 Стали легированные и высоколегированные. Методы определения меди
ГОСТ 12356-81 Стали легированные и высоколегированные. Методы определения титана
ГОСТ 12357-84 Стали легированные и высоколегированные. Методы определения алюминия
ГОСТ 12358-82 Стали легированные и высоколегированные. Методы определения мышьяка
ГОСТ 12359-81 Стали углеродистые, легированные и высоколегированные. Методы определения азота
ГОСТ 12360-82 Стали легированные и высоколегированные. Методы определения бора
ГОСТ 14019-80 Методы и сплавы. Методы испытаний на изгиб
ГОСТ 14098-91 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкция и размеры
ГОСТ 18895-81 Сталь. Метод фотоэлектрического спектрального анализа
3 ОПРЕДЕЛЕНИЯ
В настоящем стандарте применяются следующие термины:
3.1 Арматурная сталь периодического профиля - стержни с равномерно расположенными на их поверхности под углом к продольной оси стержня поперечными выступами (рифлением) для улучшения сцепления с бетоном.
3.2 Арматурная сталь гладкая - круглые стержни с гладкой поверхностью, не имеющей рифления для улучшения сцепления с бетоном.
3.3 Класс прочности - установленное стандартом нормируемое значение физического или условного предела текучести стали.
3.4 Угол наклона поперечных выступов - угол между поперечными выступами (рифлением) и продольной осью стержня.
3.5 Шаг поперечных выступов - расстояние между центрами двух последовательных поперечных выступов, измеренное параллельно продольной оси стержня.
3.6 Высота поперечных выступов - расстояние от наивысшей точки поперечного выступа до поверхности сердцевины стержня периодического профиля, измеренное под прямым углом к продольной оси стержня.
3.7 Номинальный диаметр арматурной стали периодического профиля (номер профиля) - диаметр равновеликого по площади поперечного сечения круглого гладкого стержня (таблица 1).
3.8 Номинальная площадь поперечного сечения - площадь поперечного сечения, эквивалентная площади поперечного сечения круглого гладкого стержня того же номинального диаметра.
4 ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
4.1 Арматурную сталь подразделяют на классы в зависимости:
- от механических свойств - класса прочности (установленного стандартом нормируемого значения условного или физического предела текучести в ньютонах на квадратный миллиметр);
- от эксплуатационных характеристик - на свариваемую (индекс С), стойкую против коррозионного растрескивания (индекс К).
4.2 Арматурную сталь изготовляют классов Ат400С, Ат500С, Ат600, Ат600С, Ат600К, Ат800, Ат800К, Ат1000, Ат1000К и Ат1200.
4.3 Арматурную сталь изготовляют с периодическим профилем согласно рисунка 1 или ГОСТ 5781.
Размеры периодического профиля, соответствующего рисунку 1, приведены в таблице 1.
По согласованию изготовителя с потребителем арматурную сталь класса прочности Ат800 и выше допускается изготовлять гладкой.
4.4 Арматурная сталь с профилем, соответствующим рисунку 1, представляет собой круглые стержни с двумя продольными ребрами или без них и с расположенными под углом к продольной оси стержня поперечными серповидными выступами высотой ![]() по середине, не пересекающимися с продольными ребрами и идущими по многозаходной винтовой линии, имеющей на сторонах профиля разное направление.
по середине, не пересекающимися с продольными ребрами и идущими по многозаходной винтовой линии, имеющей на сторонах профиля разное направление.
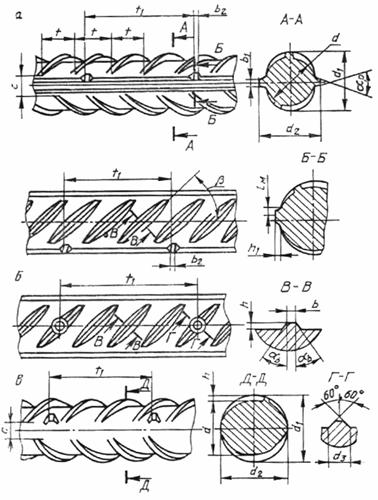
Рисунок 1
Таблица 1
В миллиметрах
| Номинальный | Параметры периодического профиля | Размеры маркировочных знаков | |||||||||||
| диаметр |
|
|
|
|
|
| с, не |
|
|
|
| ||
| арматурной стали |
| не менее | номина- | отклонения при точности |
|
|
| более |
|
|
|
| |
| (номер профиля |
|
| льный | обычной | повышенной |
|
|
|
|
|
|
|
|
| 6 | 5,8 | 0,4 | 7,0 | +0,8 |
| 5 | 0,6 | 1,0 | 1,9 | 0,4 | 2 |
| - |
| 8 | 7,7 | 0,6 | 9,3 | -1,0 |
| 6 | 0,8 | 1,25 | 2,5 | 0,6 |
|
|
|
| 10 | 9,5 | 0,8 | 11,5 | +0,9 | ±0,6 | 7 | 1,0 | 1,5 | 3,1 | 0,8 |
|
| 4 |
| 12 | 11,3 | 1,0 | 13,7 | -1,6 |
| 8 | 1,2 |
| 3,8 | 1,0 | 3 |
|
|
| 14 | 13,3 | 1,1 | 15,9 |
|
| 9 | 1,4 |
| 4,4 | 1,1 |
|
|
|
| 16 | 15,2 | 1,2 | 18,0 |
|
| 10 | 1,6 |
| 5,0 | 1,2 |
|
|
|
| 18 | 17,1 | 1,3 | 20,1 | +1,2 |
| 11 | 1,8 | 2,0 | 5,6 | 1,3 |
| 3 |
|
| 20 | 19,1 | 1,4 | 22,3 | -1,8 | ±0,8 | 12 | 2,0 |
| 6,3 | 1,4 |
|
| 5 |
| 22 | 21,1 | 1,5 | 24,5 |
|
| 14 | 2,2 |
| 6,9 | 1,5 |
|
|
|
| 25 | 24,1 | 1,6 | 27,7 |
|
| 15 | 2,5 |
| 7,9 | 1,6 | 4 |
|
|
| 28 | 27,0 | 1,8 | 31,0 |
|
| 17 | 2,8 | 2,5 | 8,8 | 1,8 |
|
|
|
| 32 | 30,7 | 2,0 | 35,1 | +1,7 | ±1,2 | 18 | 3,2 |
| 10,0 | 2,0 |
|
|
|
| 36 | 34,5 | 2,3 | 39,5 | -2,5 |
| 19 | 3,6 | 3,0 | 11,3 | 2,3 |
|
| 6 |
| 40 | 38,4 | 2,5 | 43,8 |
|
| 20 | 4,0 |
| 12,5 | 2,5 |
|
|
|
* Предельные отклонения составляют ±15 %.
4.4.1 Угол между поперечными выступами и продольной осью стержня ![]() рекомендуется принимать равным 45°.
рекомендуется принимать равным 45°.
Допускается указанный угол принимать от 35 до 70°.
4.4.2 Угол наклона боковых граней поперечных выступов ![]() должен быть от 30 до 45°.
должен быть от 30 до 45°.
4.4.3. Расстояние между окончаниями поперечных выступов С не должно превышать значений, указанных в таблице 1.
4.4.4 Для арматурной стали диаметрами 6, 8 и 10 мм допускается сопряжение продольного ребра с поперечными выступами равной высоты при отношении ![]()
Значения и допускаемые отклонения размера ![]() соответствуют приведенным в таблице 1 для размера
соответствуют приведенным в таблице 1 для размера ![]() .
.
Овальность стержней (разность между ![]() и
и ![]() в одном сечении) не должна превышать суммы плюсового и минусового предельных отклонений по размеру
в одном сечении) не должна превышать суммы плюсового и минусового предельных отклонений по размеру ![]() .
.
4.4.5 Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом прокате их не контролируют.
4.5 Номинальные диаметры арматурной стали, площади поперечного сечения, линейная плотность (масса стержня длиной 1 м), предельные отклонения по размерам и массе, овальность и кривизна стержней должны соответствовать установленным таблицей 1 и ГОСТ 5781.
Примечание - Номинальный диаметр арматурной стали периодического профиля (номер профиля) соответствует номинальному диаметру равновеликой по площади поперечного сечения гладкой арматурной стали.
4.6 Арматурную сталь диаметром 10 мм и более изготовляют в виде стержней длиной, оговоренной в заказе.
Арматурная сталь диаметрами 6 и 8 мм изготовляется в мотках. Изготовление арматурной стали классов Ат400С, Ат500С и Ат600С диаметром 10 мм допускается в мотках.
4.6.1 Стержни изготовляют мерной длины от 5,3 до 13,5 м. Допускается изготовление стержней мерной длиной до 26 м.
Длина стержней - по требованию потребителя.
4.6.2 Свариваемую арматурную сталь допускается поставлять в виде стержней:
- мерной длины с немерными отрезками длиной не менее 2 м в количестве не более 15% массы партии;
- немерной длины от 6 до 12м. В партии такой арматурной стали допускается наличие стержней длиной от 3 до 6 м в количестве не более 7 % массы партии.
4.7 Предельные отклонения по длине стержней мерной длины должны соответствовать требованиям ГОСТ 5781.
4.8 Обозначение арматурной стали должно содержать:
- номинальный диаметр (номер профиля), мм;
- обозначение класса прочности (4.1);
- обозначение ее эксплуатационных характеристик - свариваемости (индекс С), стойкости против коррозионного растрескивания (индекс К).
Примеры условного обозначения
Арматурная сталь диаметром 20 мм, класса прочности Ат800:
То же, диаметром 10 мм, класса прочности Ат400, свариваемой (С):
То же, диаметром 16 мм, класса прочности Ат600, стойкой против коррозионного растрескивания (К):
5 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
5.1 Арматурную сталь изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
5.2 Арматурная сталь изготовляется из углеродистой и низколегированной стали с массовой долей химических элементов по ковшовой пробе, приведенной в таблице 2.
Таблица 2
| Класс | Массовая доля химических элементов, % | ||||
| арматурной | углерода, | марганца | кремния | серы | фосфора |
| стали | не более |
|
| не более | |
| Ат400С | 0,24 | 0,5-1,5 | Не более |
|
|
| Ат500С |
|
| 0,065 |
|
|
| Ат600С, Ат600К, Ат800, Ат1000, Ат1000К |
0,32 |
0,6-2,3 |
0,6-2,4 |
0,045 |
0,045 |
| Ат1200 |
| 0,6-1,0 | 1,5-2,3 |
|
|
Примечания:
1 Для арматурной стали классов Ат400С и Ат500С при обеспечении механических свойств и свариваемости допускается массовая доля кремния до 1,2%.
2 Для арматурной стали класса Ат500С допускается массовая доля углерода не более 0,37%.
3 Рекомендуемые марки стали и их химический состав приведены в приложения А.
5.3 Для свариваемой арматурной стали класса Ат400С углеродный эквивалент, определяемый по формуле ![]() , должен быть не менее 0,32%, класса Ат500С - не менее 0,40%, класса Ат600С - не менее 0,44%.
, должен быть не менее 0,32%, класса Ат500С - не менее 0,40%, класса Ат600С - не менее 0,44%.
В указанной формуле ![]() - массовая доля соответствующих химических элементов.
- массовая доля соответствующих химических элементов.
5.4 Предельные отклонения по химическому составу в готовом прокате от норм, установленных таблицей 2, должны соответствовать приведенным в таблице 3.
Таблица 3
| Химический элемент | Предельные отклонения, % |
| Углерод | +0,02 |
| Марганец | +0,10 |
| Кремний | ±0,10 |
| Сера | +0,005 |
| Фосфор | +0,005 |
5.5 Свариваемость и стойкость против коррозионного растрескивания арматурной стали обеспечиваются химическим составом и технологией изготовления в соответствии с приложением Б.
5.6 Механические свойства арматурной стали до и после электронагрева, а также результаты испытаний ее на изгиб должны соответствовать требованиям, установленным таблицей 4.
Статистические показатели механических свойств арматурной стали должны соответствовать установленным таблицей 5 и приложением В.
Таблица 4
| Класс |
|
| Механические свойства | Испытание | Диаметр | |||
| прочности | Номинальные | Температура | временное | Условный или | Относительное удлинение, % | на изгиб в | оправки | |
| арматурной стали | диаметры, мм | электронагрева, °С | сопротивление разрыву | физический предел текучести |
|
| холодном состоянии, градус | (d - номинальный диаметр |
|
|
|
| не менее |
| стержня | |||
| Ат400 | 6-40 | - | 550 | 440 | 16 | - | 90 | 3d |
| Ат500 | 6-400 | - | 600 | 500 | 14 | - | 90 | 3d |
| Ат600 | 10-40 | 400 | 800 | 600 | 12 | 4 | 45 | 5d |
| Ат800 | 10-32* | 400 | 1000 | 800 | 8 | 2 | 45 | 5d |
| Ат1000 | 10-32 | 450 | 1250 | 1000 | 7 | 2 | 45 | 5d |
| Ат1200 | 10-32 | 450 | 1450 | 1200 | 6 | 2 | 45 | 5d |
* Для арматурной стали класса Ат800К диаметрами 18-32 мм.
Примечания:
1 Для арматурной стали класса Ат600С допускается снижение временного сопротивления разрыву на 50 Н/мм2 ниже норм, установленных таблицей, при увеличении относительного удлинения ![]() на 2 % (абс.) и равномерного удлинения
на 2 % (абс.) и равномерного удлинения ![]() на 1 % (абс.).
на 1 % (абс.).
2 Для арматурной стали классов Ат400С, Ат500С и Ат600 в стержнях временное сопротивление разрыву не должно превышать значений, приведенных в таблице, более чем на 200 Н/мм2.
3 Для арматурной стали класса прочности Ат1200 в состоянии поставки допускается снижение условного предела текучести до 1150 Н/мм2.
4 При испытании арматурной стали классов прочности Ат800, Ат1000 и Ат1200 непосредственно после прокатки допускается снижение показателей пластичности на 1 % (абс).
Таблица 5
| Номинальный | Статистические показатели механических свойств | |||||||
| диаметр арматурной | Среднее квадратическое отклонение, Н/мм2 | Отношение | ||||||
| стали (номер профиля), мм |
|
|
|
| ||||
|
|
|
|
|
|
|
|
|
|
| 10-14 | 90 | 90 | 50 | 50 | 0,09 | 0,08 | 0,06 | 0,05 |
| Св. 14 | 80 | 80 | 45 | 45 | 0,08 | 0,07 | 0,05 | 0,04 |
1 ![]() - среднее квадратическое отклонение параметра в генеральной совокупности испытаний;
- среднее квадратическое отклонение параметра в генеральной совокупности испытаний;
![]() - среднее квадратическое отклонение параметра в партии;
- среднее квадратическое отклонение параметра в партии;
![]() - среднее значение параметра в генеральной совокупности испытаний;
- среднее значение параметра в генеральной совокупности испытаний;
![]() - минимальное среднее значение параметра в партии.
- минимальное среднее значение параметра в партии.
2. Для арматурной стали классов Ат400С и Ат500С диаметрами 6-10 мм в мотках значения ![]() ,
, ![]() ,
, ![]() и
и ![]() принимают в соответствии с ГОСТ 5781 для арматурной стали класса А-III.
принимают в соответствии с ГОСТ 5781 для арматурной стали класса А-III.
5.7 По требованию потребителя регламентируют требования по релаксации напряжений, усталостной прочности и по испытанию на изгиб с разгибом.
5.7.1. Для арматурной стали классов прочности Ат800, Ат1000 и Ат1200 релаксация напряжений не должна превышать 4% за 1000 ч при исходном усилии, составляющем 70% максимального усилия, соответствующего временному сопротивлению разрыва по таблице 4.
Нормы не являются браковочными до 01.01.97.
5.7.2 Арматурная сталь классов прочности Ат800, Ат1000 и Ат1200 должна выдерживать без разрушения 2 млн. циклов напряжения, составляющего 70% номинального предела прочности на растяжение. Интервал напряжения для гладкой арматурной стали должен составлять 245 Н/мм2, для арматурной стали периодического профиля 195 Н/мм2.
Нормы не являются браковочными до 01.01.97.
5.7.3 Для арматурной стали классов Ат400С, Ат500С и Ат600С испытание на изгиб может быть заменено испытанием на изгиб с разгибом в соответствии с приложением Г.
После испытания ни один из испытываемых образцов не должен иметь разрывов или трещин, видимых невооруженным глазом.
5.8 Для арматурной стали классов прочности Ат800, Ат1000 и Ат1200 условный предел упругости ![]() должен быть не менее 0,85
должен быть не менее 0,85![]() .
.
5.9 Качество поверхности арматурной стали должно соответствовать требованиям ГОСТ 5781.
5.10 Маркировка, наносимая при прокатке
5.10.1 Арматурная сталь периодического профиля имеет маркировку класса прочности и завода-изготовителя, наносимую при ее прокатке в виде маркировочных коротких поперечных ребер или точек на поперечных выступах, в соответствии с приложением Д.
5.10.2 Маркировочные короткие поперечные ребра высотой 0,5 мм, не выходящие за пределы габаритного размера по окружности диаметром ![]() располагают на поверхностях, примыкающих к продольным ребрам (рисунки 1а и 1в).
располагают на поверхностях, примыкающих к продольным ребрам (рисунки 1а и 1в).
5.10.3 Маркировочные точки высотой, равной высоте поперечного выступа, представляют собой конусообразные утолщения на поперечных выступах (рисунок 1б).
Диаметр основания конусообразного утолщения приведен в таблице 1.
5.10.4 Класс прочности арматурной стали обозначают числом поперечных выступов согласно таблице 6 в интервале ![]() по рисунку 1.
по рисунку 1.
Таблица 6
| Класс прочности арматурной стали | Число поперечных выступов в интервале |
| Ат400 | 3 |
| Ат500 | 1 |
| Ат600 | 4 |
| Ат800 | 5 |
| Ат1000 | 6 |
| Ат1200 | 7 |
5.11 При отсутствии прокатной маркировки концы стержней или связки арматурной стали соответствующего класса должны быть окрашены несмываемой краской следующих цветов:
Ат400С - белой;
Ат500С - белой и синей;
Ат600 - желтой;
Ат600С - желтой и белой;
Ат600К - желтой и красной;
Ат800 - зеленой;
Ат1000К синей и красной;
Допускается окраска связок на расстоянии 0,5 м от концов.
5.12 Стержни упаковывают в связки массой до 10 т, перевязанные проволокой. По требованию потребителей стержни упаковывают в связки массой до 3 т.
5.13 При поставке в мотках каждый моток должен состоять из одного отрезка арматурной стали. Масса мотка - до 3 т.
Моток должен быть равномерно перевязан по окружности не менее чем в четырех местах. Каждая из этих вязок должна иметь промежуточную стяжку (вязку), которая располагается на уровне средней толщины мотка.
5.14 К каждому мотку или связке стержней должен быть прочно прикреплен ярлык, на котором указывают:
- товарный знак или товарный знак и наименование предприятия-изготовителя;
- условное обозначение арматурной стали (4.8);
- номер партии;
- клеймо технического контроля.
5.15. При несоответствии механических свойств арматурной стали маркировке, нанесенной при ее прокатке, фактический класс прочности должен быть указан на ярлыке и в документе о качестве, а концы стержней должны быть окрашены краской в соответствии с 5.11.
6 ПРАВИЛА ПРИЕМКИ
6.1 Арматурная сталь принимается партиями.
Партия должна состоять из арматурной стали одного класса и одного диаметра, изготовленной из одной плавки-ковша.
Масса партии - по ГОСТ 5781.
6.2 Для контроля геометрических параметров арматурной стали и ее линейной плотности (массы стержня длиной 1 м) от партии отбирают:
- при поставке в стержнях - не менее 5% от партии;
- при поставке в мотках - два мотка.
6.3 Для проверки химического состава стали отбирают одну пробу от плавки-ковша.
6.4 Для контроля механических свойств арматурной стали от партии отбирают для испытания на растяжение до и после электронагрева по два образца.
Для испытания на изгиб от партии отбирают два образца.
6.5 Контроль временного сопротивления разрыву и условного предела текучести после электронагрева проводят при отсутствии в технологическом процессе специального отпуска или наличии отпуска с нагревом ниже температур, указанных в таблице 4.
6.6 Для контроля релаксации напряжений, усталостной прочности и изгиба с разгибом (при регламентации этих параметров по требованию потребителя) от партии отбирают для испытаний:
- на релаксацию напряжений и изгиб с разгибом - по четыре образца;
- на усталостную прочность - шесть образцов.
6.7. Отбор образцов для контроля механических свойств и испытаний на изгиб, а также на релаксацию напряжений, усталостную прочность и изгиб с разгибом проводят по ГОСТ 7564.
Интервал отбора образцов должен быть не менее половины времени, затраченного на прокатку арматурной стали этой партии.
6.8 Определение статистических показателей прочностных характеристик арматурной стали - в соответствии с приложением Б.
6.9 Контроль механических свойств допускается проводить неразрушающими методами в соответствии с нормативно-технологической документацией.
6.10. При получении неудовлетворительных результатов испытания хотя бы по одному из показателей, повторные испытания следует проводить по ГОСТ 7566.
6.11 Партия арматурной стали должна сопровождаться документом о качестве по ГОСТ 7566 с дополнительными данными:
- номинальный диаметр (номер профиля), мм;
- класс арматурной стали;
- механических свойств до и после электронагрева;
- минимальное среднее значение ![]() , и среднее квадратическое отклонение
, и среднее квадратическое отклонение ![]() значений временного сопротивления разрыву
значений временного сопротивления разрыву ![]() и предела текучести
и предела текучести ![]() в партии;
в партии;
- результаты испытаний на изгиб в холодном со